
摘 要:在分析汽车横梁支架拉延模结构特点的基础上,针对其主要工作零件拉延凸模、拉延凹模,制定并优化数控加工工艺;通过刀路仿真模拟,并进行实物加工,验证了其刀路的合理性;同时,对拉延模整体结构进行了装配、修模,完成拉延工序的试模工作。
关键词:凸模;凹模;加工工艺;拉延工序;试模
引言
随着大数据时代的到来,各种三维设计、分析软件以及机器人技术迅猛发展,很好地解决了模具加工难度及尺寸精度问题,缩短了模具的制作周期。笔者在分析汽车横梁支架拉延模具整体结构的基础上,详细制定了拉延凸模、凹模的铣削加工方案,通过CAM数控编程,加工出实物,并将拉延模整体结构进行装配、修模及试模工作。
1 拉延模主要工作零件加工工艺分析
拉延模工作零件主要的加工方式采用数控铣削,加工设备选用三轴立式加工中心。该设备具体加工技术参数:机床转速25-6 000转之间,机床三轴X、Y、Z的行程800×500×600。该机床设备基本符合拉延工作零件的加工要求及其精度要求。
在进行零件加工之前,需要对被加工零件制定相应的加工工艺卡。在加工工艺卡内容设置项目中可以详细注明加工过程中所使用的装夹工具、机床及刀具的使用等情况。
该拉延模具的主要成型零件有拉延凸模、拉延凹模,其三维数模图分别如图1(a)、图1(b)所示。
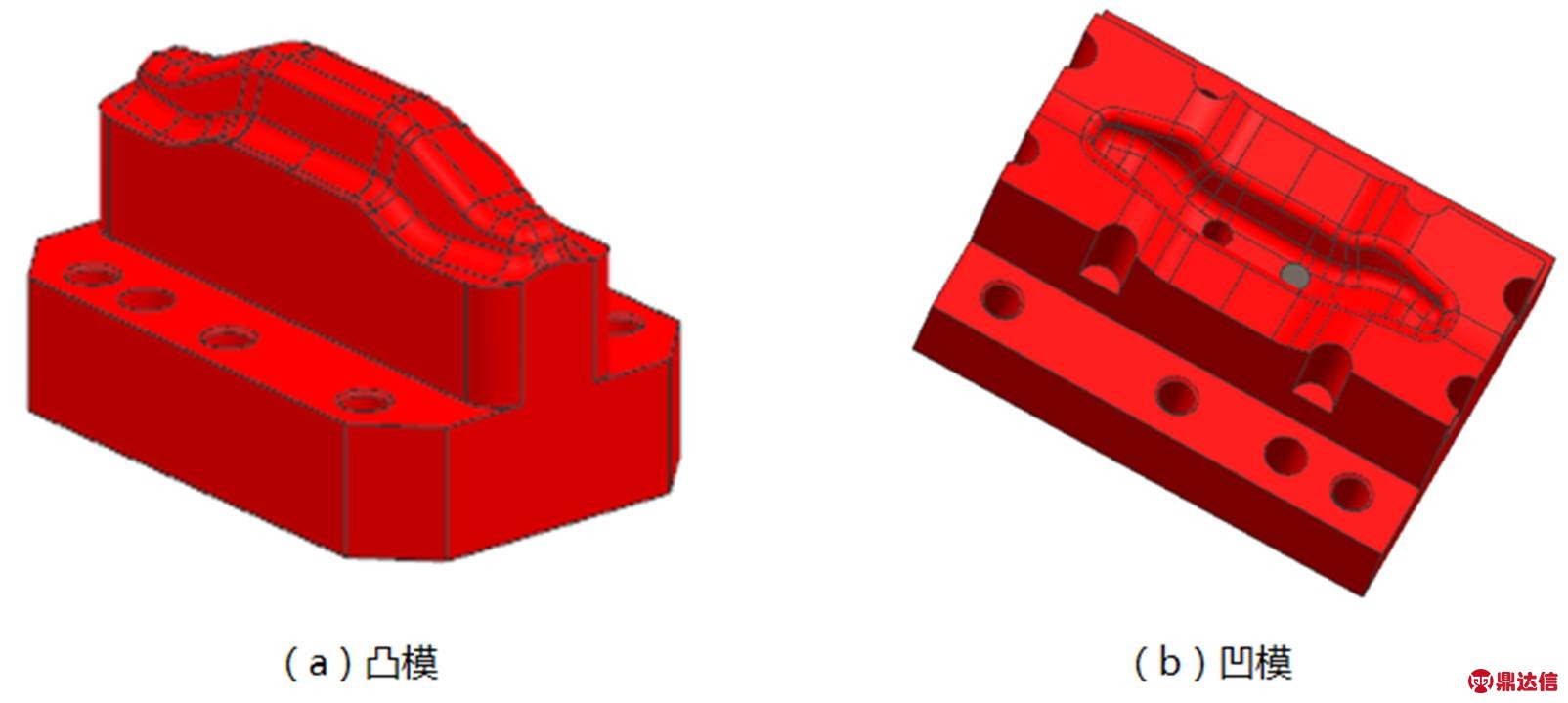
图1 凸模、凹模三维数模图
从拉延凸模、拉延凹模的三维数模图可知:工件的表面不规则,由许多不同曲率的曲面构成,侧面的斜度也不相同,有一些凹槽、圆角结构。本文重点讨论铣削加工的相关加工工艺,有关钻孔、抛光等钳工加工工艺仅作简述。
借助UG软件,分析拉延凸模、拉延凹模的三维数模图可知,其最小拐角半径为R3.8,因此,在进行精加工时,拐角粗加工需要选用半径小于R3.8的刀具。通过分析,初步选用下述铣削下刀方式:
·粗加工外表面时,为了提高切削加工效率,选用较大的立铣刀。根据被加工零件的表面特征,可以选用直径为12的立铣刀。
·精加工外表面时,由于零件表面的最小拐角为R4,因此,可以选用R3的球刀。
·根据零件的三维数模图上孔的尺寸可知,钻孔时,加工M8的螺丝孔,可先使用6.8的钻头,先打点钻,再用钻头钻孔,最后使用M8的丝锥加工。M10的螺丝孔可先用8.5的钻头钻孔,再用M10的丝锥攻丝。
2 凸模、凹模的数控加工方案的拟定
通过对拉延凸模、凹模的三维数模图进行分析,并结合UG的自动编程功能及现实中加工设备的性能,初步确定凸模、凹模的加工方案。
由于零件表面复杂曲面居多,因此采用数控加工中心进行铣削,通过对凸模、凹模3D模型的分析,制定加工方案,设定机床和切削参数等。压边圈内部的方口,可先通过线割加工获得,然后对其台阶面进行铣削加工。
通常,数控加工中心的加工流程为:先对毛坯进行粗加工,得到零件的大致形状,然后进行半精加工和精加工,以清除一些拐角、圆角等,最后加工出零件所有的型面。
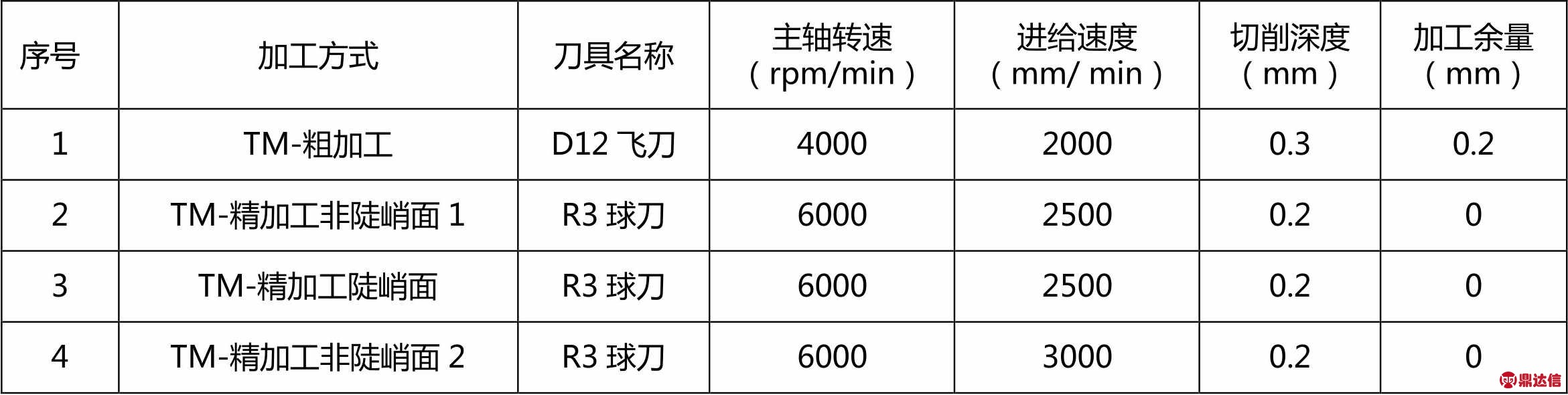
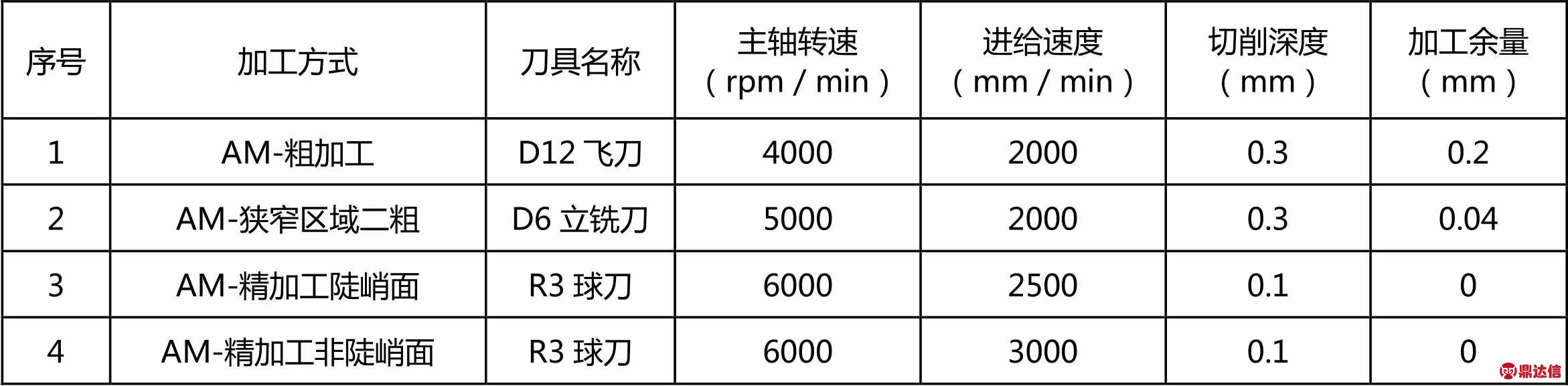
经过分析比较,初步得出拉延模工作零件的加工方案,见表1所示。
3 凸模、凹模数控编程及实物加工
3.1 凸模的数控编程及实物加工
凸模上的孔均通过钳工钻孔加工完成。数控编程前,利用UG同步建模命令将模型简化,去除不必要的图形参数,提高编程效率。根据实际毛坯厚度,选取凸模底面为基准,画出凸模需要CNC加工部分的最简毛坯图,如图2所示。将毛坯顶面中心确定为加工坐标系。
根据初步拟定的加工方案,得出凸模的数控加工工序卡,见表2所示。
表1 初步拟定的加工方案

表2 凸模数控加工工序卡
3.1.1 凸模的粗加工
在具体分析之前,首先对两种常用的切削模式——跟随部件和跟随周边所形成的刀轨进行比较。图3是凸模两种不同切削模式的刀轨图。
从图3可知,虽然“跟随部件”刀轨相对于“跟随周边”刀轨抬刀次数多,但在开粗加工时,刀具切削量均匀稳定,且使切削过程保持“顺铣”,延长刀片切削寿命。在机床稳定性好的情况下,抬刀速度和快速移动速度F可设置较高,加工时间可与“跟随周边”相差无几。因此,结合凸模的轮廓形状,在进行粗加工时,切削模式选用“跟随部件”,步距为70%刀具直径,并设置了合理的抬刀量、主轴速度及进给率,如图4所示。
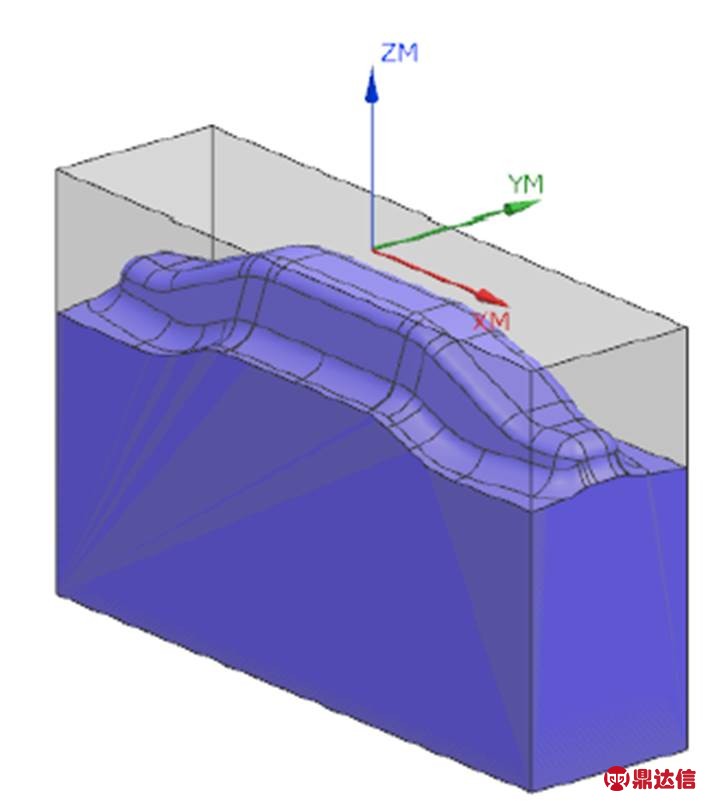
图2 凸模CNC加工最简化毛坯图
(a)跟随部件 (b)跟随周边
图3 凸模不同切削模式的刀轨图

(a)切削模式、步距设置 (b)抬刀量、主轴速度及进给率设置
图4 凸模粗加工相关参数设置
3.1.2 凸模的半精加工、精加工
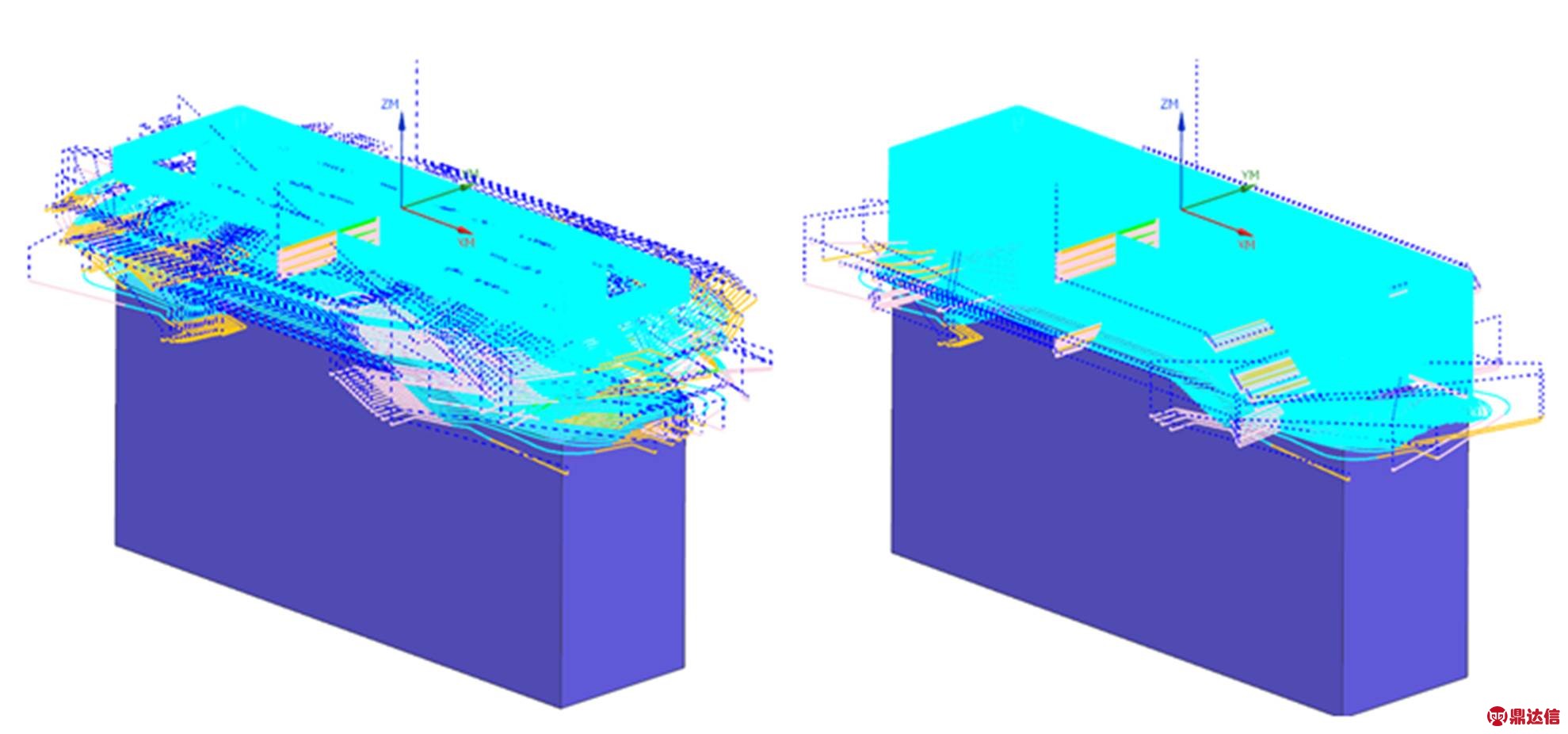
凸模粗加工后,进行开粗后余量剩余情况分析,结果如图5所示。开粗后,余量分布较均匀,只有极少处D12飞刀无法铣削到位,最大余量约为0.65 mm。
将凸模的加工曲面划分为陡峭面与非陡峭面。陡峭面加工余量在0.2-0.4 mm之间,未加工到位部分余量在0.6 mm左右,可直接使用R3的球刀进行精加工。陡峭面精加工采用固定轮廓铣,驱动方法为区域铣削,切削模式选择跟随周边。非陡峭面精加工的切削模式选择往复,切削角设置为45度,可使非陡峭面纹路整齐、美观。
3.1.3 凸模的实物加工
依据凸模钳工加工工序,完成凸模的相关钻孔、攻丝等,最终加工完成的凸模实物如图5所示。
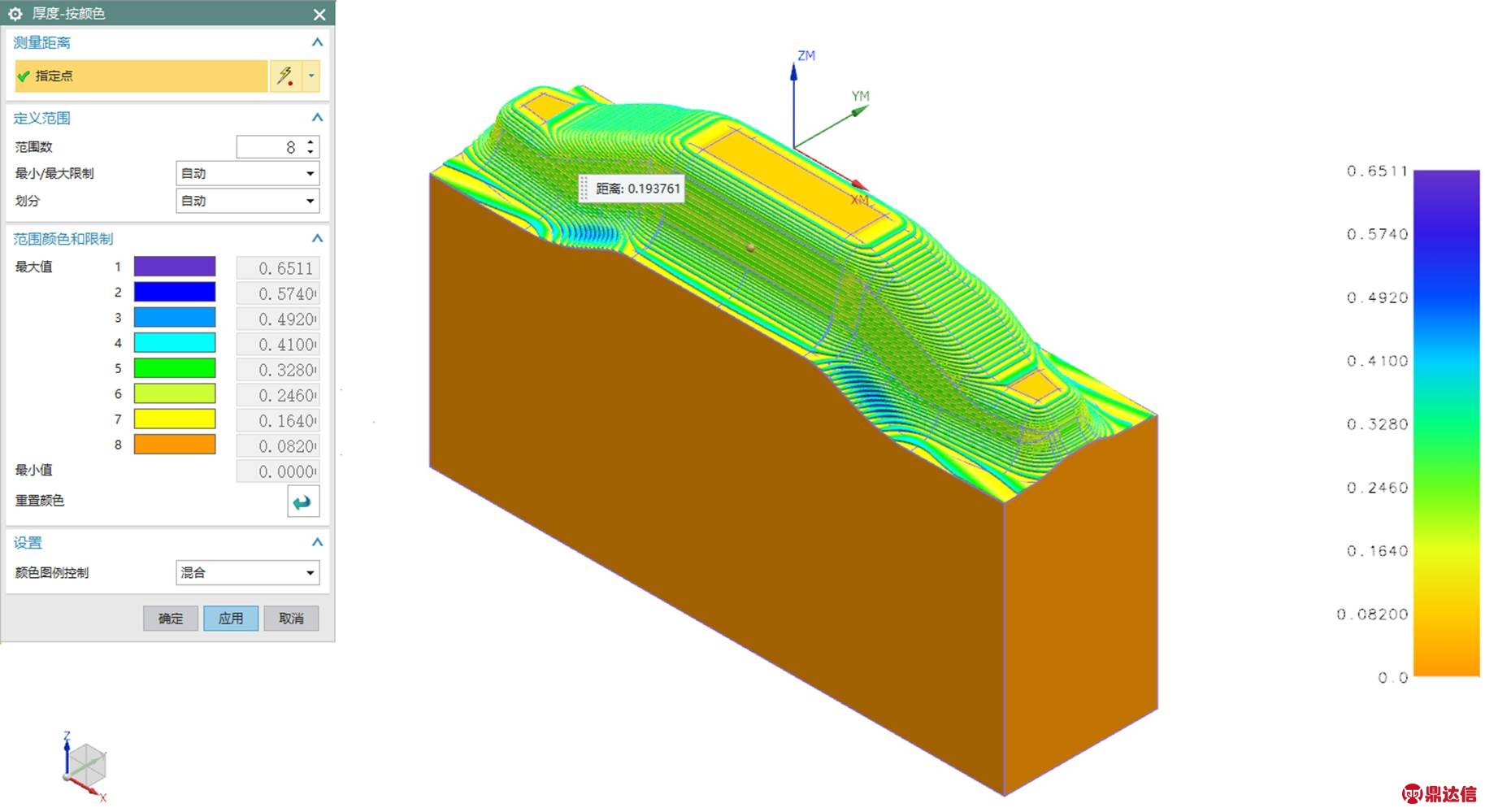
图5 凸模粗加工后余量分析
3.2 凹模的数控编程及实物加工
用同样的方法,做好凹模数控编程前的准备。将毛坯顶面中心确定为加工坐标系。由于凹模形状较简单,且表面粗糙度要求适中,因此,CNC加工流程初定为:整体开粗→狭窄区域开粗→精加工。
根据初步拟定的加工方案,得出凹模的数控加工工序卡,见表3所示。
表3 凹模数控加工工序卡
3.2.1 凹模粗加工
凹模粗加工时加工参数设置类似于凸模,此处不再详述。经过一次开粗后,分析得出开粗余量分布情况,如图6所示。从图6可知,剩余余量主要集中在腔内陡峭区域,因此,二次开粗,可仅对腔内陡峭区域进行。
二次开粗时使用型腔铣中的“使用基于层”选项。虽然刀路比参考刀具多,但可将陡峭面的余量均匀控制在设定的余量内。
3.2.2 凹模精加工
二次开粗后,再次分析凹模所剩余量分布情况,如图7。此时陡峭面的余量已均匀控制在0.1 mm内,非陡峭面余量在0.1-0.6 mm,可进行曲面精加工。
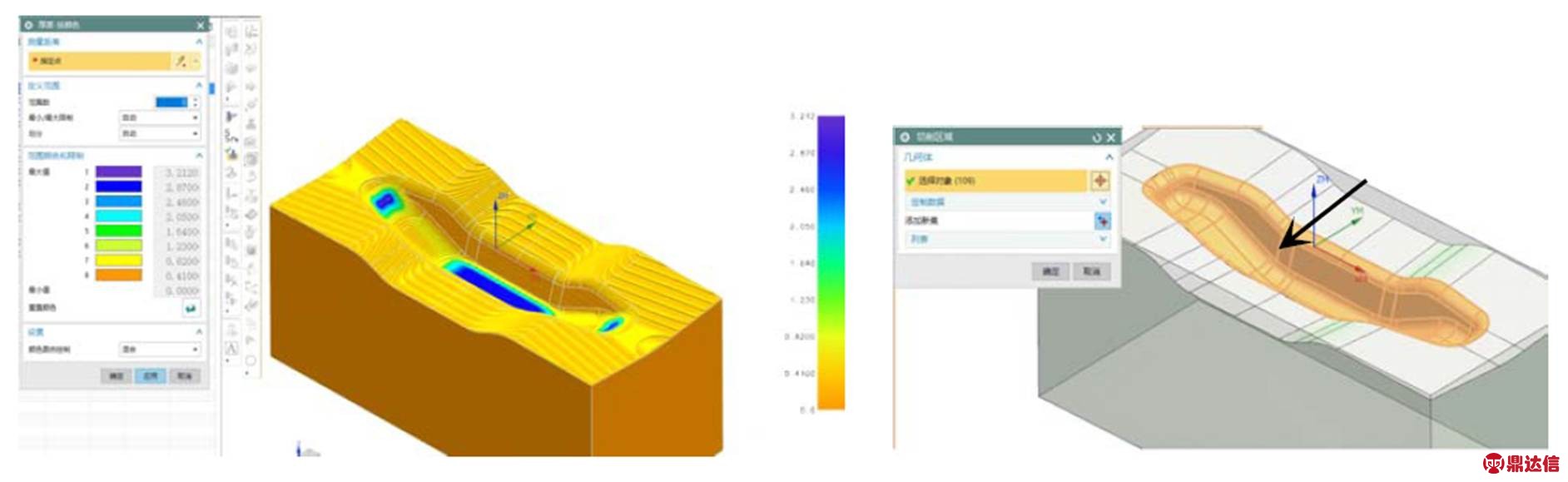
图6 凹模一次开粗后余量分布
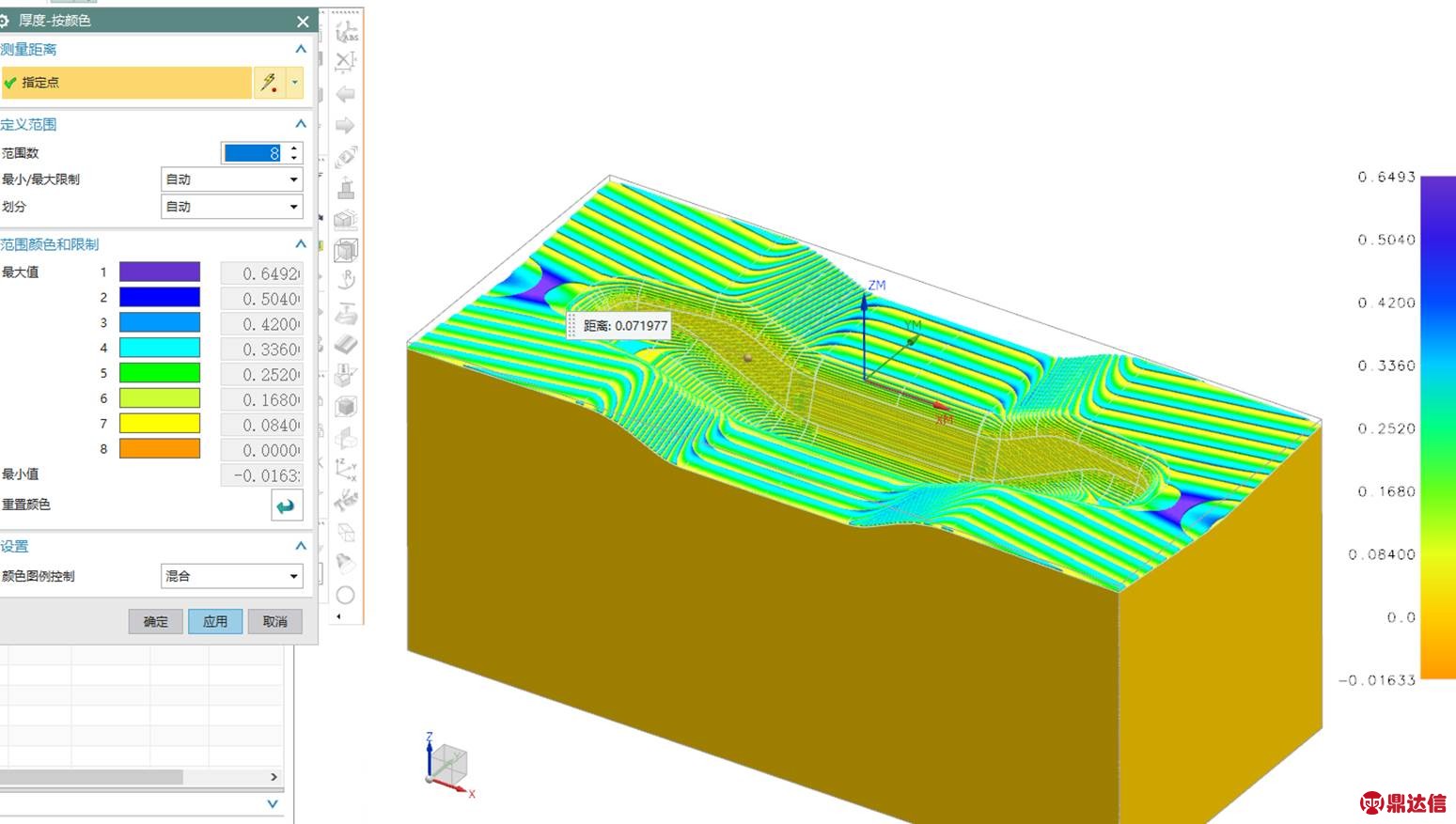
图7 凹模二次开粗后余量分布
陡峭面的精加工采用固定轮廓铣,驱动方法为区域铣削,切削模式选择跟随周边。非陡峭面精加工的切削模式选择往复,切削角设置为45度,可使非陡峭面纹路整齐、美观。
3.2.3 凹模的实物加工
将拉延凹模仿真模拟生成的数控加工程序经过后处理,传输给数控机床,进行实物加工。接着,进行凹模钳工加工,完成凹模的相关钻孔、攻丝等工序。
4 横梁支架拉延模具装配、试模
将采购来的标准件及加工好的拉延凸模、凹模及压边圈按照模具装配顺序进行装配,并对装配完毕的拉延模结构进行试模工作。先将模具搬至冲压机的工作台面上,分开上模、下模。将压力机冲头升至一定高度,把上模部分的模柄插入压力机滑块的模柄孔内并锁紧,再把下模部分用压块固定在冲压机工作台面。固定好上模、下模部分后,启动冲压机,将上模、下模合模,并进行拉延,如图8所示。拉延工序后,产品表面质量良好,没有明显的压痕、起皱现象,符合产品的技术要求。拉延工序后的制件,还需进行切边、冲孔等工序才能得到最终的产品。
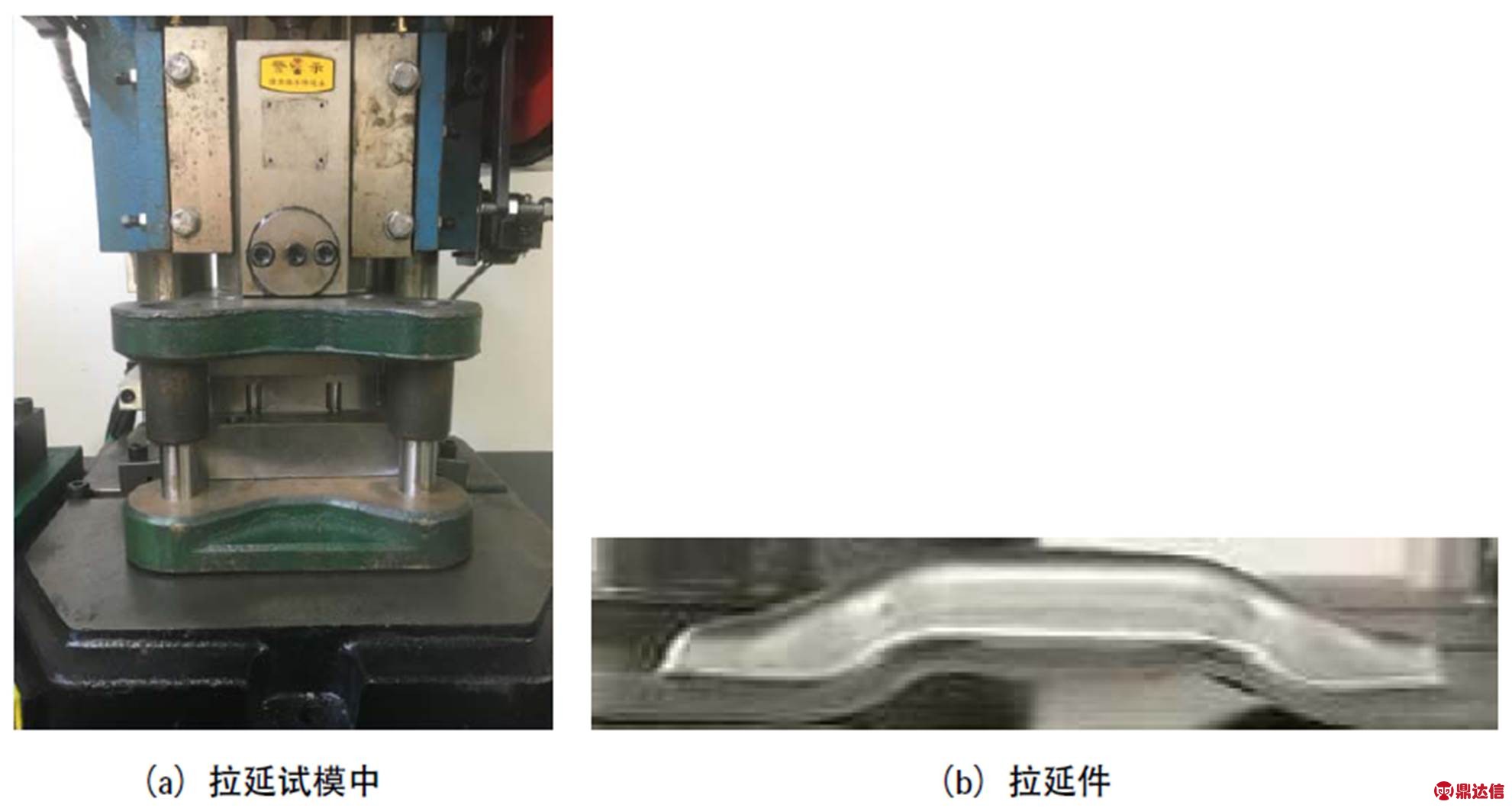
图8 试模
5 结论
本文主要讨论了一种汽车横梁支架拉延模具工作零件的加工,重点分析了拉延工序中拉延凸模、拉延凹模及压边圈的加工工艺。借助于加工中心设备,将UG CAM自动编程、仿真模拟后的加工程序,通过机床后处理文件的转换,传输到DNC系统,加工出拉延凸模、拉延凹模实物。同时,对该横梁支架拉延模具进行了整体的装配、试模工作,期间,总结归纳出数控加工程序编制及模具装配、修模操作的要点和难点,最后,通过试模,得到了合格的拉延产品,验证了该模具设计、制造的合理性。


