一种多功能显示器外壳生产用塑胶机构的制作方法
1.本实用新型涉及显示器外壳加工技术领域,尤其涉及一种多功能显示器外壳生产用塑胶机构。
背景技术:
2.显示器(如:电脑/电视显示器)的外壳通常由热熔后的塑料注塑而成;热熔的塑料通过塑胶机构的运输组件将其注射至模具处,以形成相应的显示器外壳。如公告号为cn213412723u、名称为一种高效双色注塑机的中国实用新型专利,其利用向加料管内投放原料(塑料),经转动的螺杆将原料从注塑口内注射至模具腔处,以完成对原料的输送及注射。但是,由于注塑口采用横向注射的方式,当原料经注塑口喷出时,其会以直线的方式进入到模具内,该过程会造成注射进模具腔内的原料上下分布不均的情况,使得成型后的外壳表面存在不平整的问题。
技术实现要素:
3.针对现有技术中所存在的不足,本实用新型提供了一种多功能显示器外壳生产用塑胶机构,以解决相关技术中传统装置因原料注射不均造成的后续显示器外壳出现不规则、不平整的情况的技术问题。
4.本实用新型提供了一种多功能显示器外壳生产用塑胶机构,包括注塑机构本体,所述注塑机构本体包括注塑口和用于将塑料注射至所述注塑口外的输送组件,其特征在于,所述注塑口上设有分流组件;
5.所述分流组件包括设于所述注塑口上的安装座和若干设于所述安装座上的分流座,所述安装座具有用于连通所述注塑口的内腔室,所述分流座包括呈镜像设置的第一分流部和第二分流部,所述第一分流部上具有若干呈倾斜向上设置的第一分流通道,所述第二分流部上具有若干呈倾斜向下设置的第二分流通道,所述第一分流通道和所述第二分流通道均通过所述内腔室与所述注塑口相连通。
6.相比于现有技术,本实用新型具有如下有益效果:热熔后的塑料经输送组件输送至注塑口处,并经注塑口注射至模具内以便显示器外壳快速成型;再者,在塑料通过注塑口注射至模具的过程中,塑料能够通过分流组件进行分流,即:塑料能够分别从倾斜向上的第一分流通道和倾斜向下的第二分流通道进行快速分流,使得位于上方的模具腔也能够快速的被塑料填充,从而使得塑料在模具腔内的流动分布更均,避免了因单一通道的注塑造成塑料堆积的情况,继而避免了显示器外壳在成型后出现不规则、不平整的情况。
7.进一步,所述分流组件还包括若干导流管,各所述导流管同轴插设于与其对应的所述第一分流通道或所述第二分流通道内。
8.进一步,所述导流管包括伸入所述内腔室的第一安装端和背离所述内腔室布置的第二安装端,所述第一安装端上设有一体的凸起,所述凸起卡设于所述内腔室内。
9.进一步,所述凸起上具有通孔,以使所述内腔室通过所述通孔与所述第一分流通
道或所述第二分流通道相连通。
10.进一步,各所述第二安装端位于与其对应的所述第一分流通道或所述第二分流通道内。
11.进一步,所述安装座上设有环绕所述内腔室布置的加热腔。
12.进一步,所述输送组件的上方设有上料仓,所述上料仓与所述输送组件之间通过上料管相连通。
附图说明
13.图1为本实用新型一实施例中的塑胶机构的结构示意图;
14.图2为图1中a处的局部放大图;
15.图3为本实用新型一实施例中的塑胶机构的剖视图;
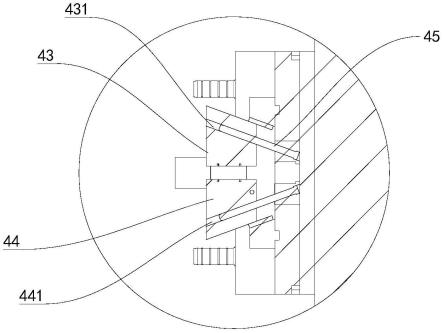
16.图4为图3中b处的局部放大图;
17.图5为本实用新型一实施例中的第一分流部的结构示意图。
18.附图标号说明:
19.1、注塑机构本体;2、注塑口;3、输送组件;4、分流组件;41、安装座;411、分流座;42、内腔室;43、第一分流部;431、第一分流通道;44、第二分流部;441、第二分流通道;45、导流管;451、第一安装端;452、凸起;453、第二安装端;5、加热腔;6、上料仓;61、上料管。
20.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
21.为了使本实用新型的目的、技术方案及有益效果更加清楚明白,下面结合附图及实施例对本实用新型中的技术方案进一步说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.参见图1至图5,本实用新型提供了一种多功能显示器外壳生产用塑胶机构,包括有注塑机构本体1,所述注塑机构本体1包括注塑口2和用于将塑料注射至所述注塑口2外的输送组件3,其特征在于,所述注塑口2上设有分流组件4;
23.所述分流组件4包括设于所述注塑口2上的安装座41和若干设于所述安装座41上的分流座411,所述安装座41具有用于连通所述注塑口2的内腔室42,所述分流座411包括呈镜像设置的第一分流部43和第二分流部44,所述第一分流部43上具有若干呈倾斜向上设置的第一分流通道431,所述第二分流部44上具有若干呈倾斜向下设置的第二分流通道441,所述第一分流通道431和所述第二分流通道441均通过所述内腔室42与所述注塑口2相连通。
24.本实施例中,为了便于将塑料快速的注入模具腔内,如图1所示,注塑机构本体1包括有注塑口2和输送组件3,输送组件3能够将热熔后的塑料输送至与其相连通的注塑口2处,以将塑料经注塑口2注射到模具腔内(该输送机构可以采用如公告号为cn213412723u、名称为一种高效双色注塑机中的螺杆与圆锥型注塑管的结合,或者公告号为cn212603232u、名称为一种卧式注塑机的液压杆与工作箱的结合,驱动螺杆或液压杆的横向进给能够便于将塑料从注塑口2注射出去,由于以上为现有技术,在此不做详述);再者,为了对经注塑口2喷出的塑料进行分流,如图2所示,在注塑口2上设有分流组件4,该分流组
件4包括设于注塑口2上的安装座41和设于安装座41上的分流座411,为了能够使塑料经注塑口2后注射至分流座411内,安装座41具有用于与注塑口2相连通的内腔室42,如此,塑料能够通过注塑口2直接注射到内腔室42内;另外,本实施例在安装座41上设有两个呈镜像设置的分流座411,以便对两个模具腔进行输送塑料(当然,根据实际需要可以增减分流座411的数量,以及改变其位置状态),而为了能够使塑料从上下两个不同方向分别进行分流注射,如图2-图4所示,在分流座411上设有呈镜像布置的第一分流部43和第二分流部44(第一分流部43和第二分流部44用于与模具的静模相贴合,或第一分流部43和第二分流部44直接用作模具的静模使用),内腔室42内的塑料能够通过第一分流部43和第二分流部44分别注塑到模具腔内;同时,第一分流部43具有呈倾斜向上的第一分流通道431,第二分流部44具有呈倾斜向下的第二分流通道441,其中第一分流通道431和第二分流通道441均与注塑口2相连通,如此,塑料能够通过第一分流通道431和第二分流通道441进行分流,以倾斜向上、倾斜向下的方式快速的分流至模具腔内,避免了因塑料流动不均造成显示器外壳成型时不规则、不平整的情况。
25.所述分流组件4还包括若干导流管45,各所述导流管45同轴插设于与其对应的所述第一分流通道431或所述第二分流通道441内。
26.本实施例中,如图4和图5所示,为了对塑料进一步导向,在第一分流通道431和第二分流通道441内均插设有导流管45,热熔后的塑料能够通过导流管45快速的分流至模具腔内。
27.所述导流管45包括伸入所述内腔室42的第一安装端451和背离所述内腔室42布置的第二安装端453,所述第一安装端451上设有一体的凸起452,所述凸起452卡设于所述内腔室42内。
28.本实施例中,如图4、图5所示,为了防止因输送组件3注射力过大造成导流管45从分流通道内滑出,导流管45包括第一安装端451和第二安装端453,在第一安装端451上设有一体的凸起452,该凸起452用于卡设于内腔室42内,从而防止导流管45从分流通道内滑出的情况;进一步,所述凸起452上具有通孔,以使所述内腔室42通过所述通孔与所述第一分流通道431或所述第二分流通道441相连通;进一步,各所述第二安装端453位于与其对应的所述第一分流通道431或所述第二分流通道441内;如此,能够避免导流管45伸入到模具腔内,造成对模具腔的限位。
29.所述安装座41上设有环绕所述内腔室42布置的加热腔5。
30.本实施例中,如图3所示,为了持续对热熔状态下的塑料进行供热,在安装座41上设有环绕内腔室42布置的加热腔5,在加热腔5内可增设电热丝或循环热水,以向塑料提供热能。
31.所述输送组件3的上方设有上料仓6,所述上料仓6与所述输送组件3之间通过上料管61相连通。
32.本实施例中,如图1、图3所示,为了便于快速的上料,输送组件3的上方设有上料仓6,上料仓6通过上料管61与输送组件3相连通,上料管61能够快速的将热熔后的塑料输送至输送组件3处,以便输送组件3将其输送至注塑口2处。
33.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本
实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种薄膜开关面板定位成型模具...
- 一种橡胶制品冷却成型模具的制...
- 一种橡胶制品毛边去除装置的制...
- 一种耐高温密封条弯曲成型装置...
- 前模行位防退结构的制作方法
- 一种包装袋生产用可调节温度的...
- 一种塑料管生产用翻边模具的制...
- 一种洗衣机盘座生产用自动修边...
- 一种用于口罩加工的热合锁边装...
- 一种辅助定位的余料切割台的制...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1